氟碳漆 环氧富锌底漆 耐高温漆 防腐漆 冷镀锌漆
![]()
集装箱油漆
发布时间:2014-10-14
钢制集装箱油漆
目前集装箱常用涂料系统是箱外部三道涂层、箱内部和箱底架两道涂层系统。
a. 箱外漆:
部位 | 油漆种类 | 干膜厚度,μm | 干膜厚度,μm |
底漆 | 环氧富锌底漆 | 30 | 30 |
中间漆 | 环氧中间漆 | 30 | 40 |
面漆 | 氯化橡胶漆或丙烯酸漆 | 50 | 50 |
b. 箱内漆:
部位 | 油漆种类 | 干膜厚度,μm | 干膜厚度,μm |
底漆 | 环氧富锌底漆 | 30 | 30 |
面漆 | 环氧面漆 | 45 | 50 |
注:面漆符合FDA(美国食品药品管理局)标准
c. 底架漆:
部位 | 油漆种类 | 干膜厚度,μm | 干膜厚度,μm |
底漆 | 环氧富锌底漆 | 30 | 30 |
面漆 | 沥青漆 | 200 | 50 |
1厚浆膜特性
在一次施工中达到足够的膜厚以减少施工时间、降低成本。
2快干及快速固化
箱体护层是由两,三层漆膜构成。上一层涂膜必须充分干燥之后才能进行下一层漆膜的喷涂。因此涂料必须具有快干特性以减少各道涂层之间的施工间隔。这是集装箱大规模生产线所需要的。
3防腐蚀的保护特性
集装箱需要在各种气候环境下,良好的防腐蚀特性能延长钢质集装箱的寿命。涂有防腐漆的钢集装箱至少3-5年内无须重涂。
4耐磨损特性
在港站搬运作业中发生碰撞和擦伤的情况在所难免,一旦漆膜受损,钢板表面外露,将会加速腐蚀的进程,因而要求漆膜能够耐磨,减少由磨损而引起的涂层及周围区域的起裂和剥落。
5耐高温高湿性
集装箱的运输避免不了要通过高温和高湿地区。另外,箱内货物和包装也会释出潮气,甚至在运输途中出现结露现象。这就要求漆膜表面能够防潮和耐高温。
6柔韧性
集装箱在运输和装卸过程中往往会出现剧烈的震动,这就要求漆膜具有足够的柔韧性,以防由于震动和压力带来漆膜的起裂和剥落。
7耐气候特性
大气中环境的变化,雨水,海水和尘埃的附着等因素都会带来漆膜物理特性的变化。因此要适应温度和湿度急剧变化,在复杂的气候环境下尽可能长时间地保持原来的颜色。
8易于修补特性
维护和修理是箱主最重视的一项工作。在维修时能够与其他供应商提供的涂料牢固结合并可互换。
9批量生产特性
集装箱油漆要适于大批量生产以适应生产线施工,批次之间质量稳定。
钢材预表面处理的好坏直接影响涂层的保护性能和集装箱的使用寿命。影响基体表面的主要因素有粗糙度、油污、铁锈、氧化皮、灰尘、及其他化学杂质,如氧化物、硫酸盐等。
表面预处理的主要作用是:
a.清除表面导致涂层过早失效的杂质;
b.提供防腐涂层系统一个容易湿润和很好附着的表面。
3.1钢结构表面预处理的要求
钢结构表面预处理是要去除钢材的氧化皮,达到一定的清洁度和粗糙度。对钢材表面预处理的一般要求是:
a.喷砂清洁度等级:IS0 8501-1, Sa2.5;
b.表面粗糙度:平均Rz 25~40“m;
c.喷砂密度:85%,清理所有可见杂质;
d.喷砂表面灰尘:用压缩空气吹去所有可见灰尘;
e.油污:用有机溶剂擦洗或火焰处理,去除所有可见油污;
f.焊烟:用适当方法,如有机溶剂、铁刷或喷砂方法去除;
g.白灰:用清水冲洗或采用铁刷或喷砂处理去除所有可见自灰,对局部白灰采用铁刷或喷砂方法更适合于生产线施工;
h.焊接飞溅:所有焊接飞溅必须用扁铲、手锤或砂轮机清理干净;
I.焊接修补区:如果可能,应重新喷砂,在不便喷砂的条件下,应用铁刷、手砂轮或其它方法清理。
3.2钢结构表面预处理工艺
集装箱制造中的表面预处理工艺主要采用车间底漆预涂工艺。这种工艺是在钢板及型材在成型、拼装之前先经过自动抛丸机进行板材或型材喷砂处理,然后自动喷涂(目前考虑环保和成本要求也有采用自动辊涂)车间底漆,为了不影响下道焊接工序的工作,要求涂膜厚度范围10~15μm。
集装箱油漆施工流程:
整箱焊道喷砂处理→底漆预涂→底漆喷涂→底漆流平→中间漆和内面漆预涂→中间漆喷涂→内面漆预涂→中间漆和内面漆流平→中间漆和内面漆冬季需要30~50℃烘干→面漆预涂→面漆喷涂→面漆流平→60~80℃烘干→喷底架漆→完工检查
1.底漆预涂部位(中间漆、内面漆和外面漆部位相同)
对于一些部位,采用喷漆施工很难达到预定效果,在喷漆之前这些部位常常需要局部预涂涂料,这些部位如图所示。
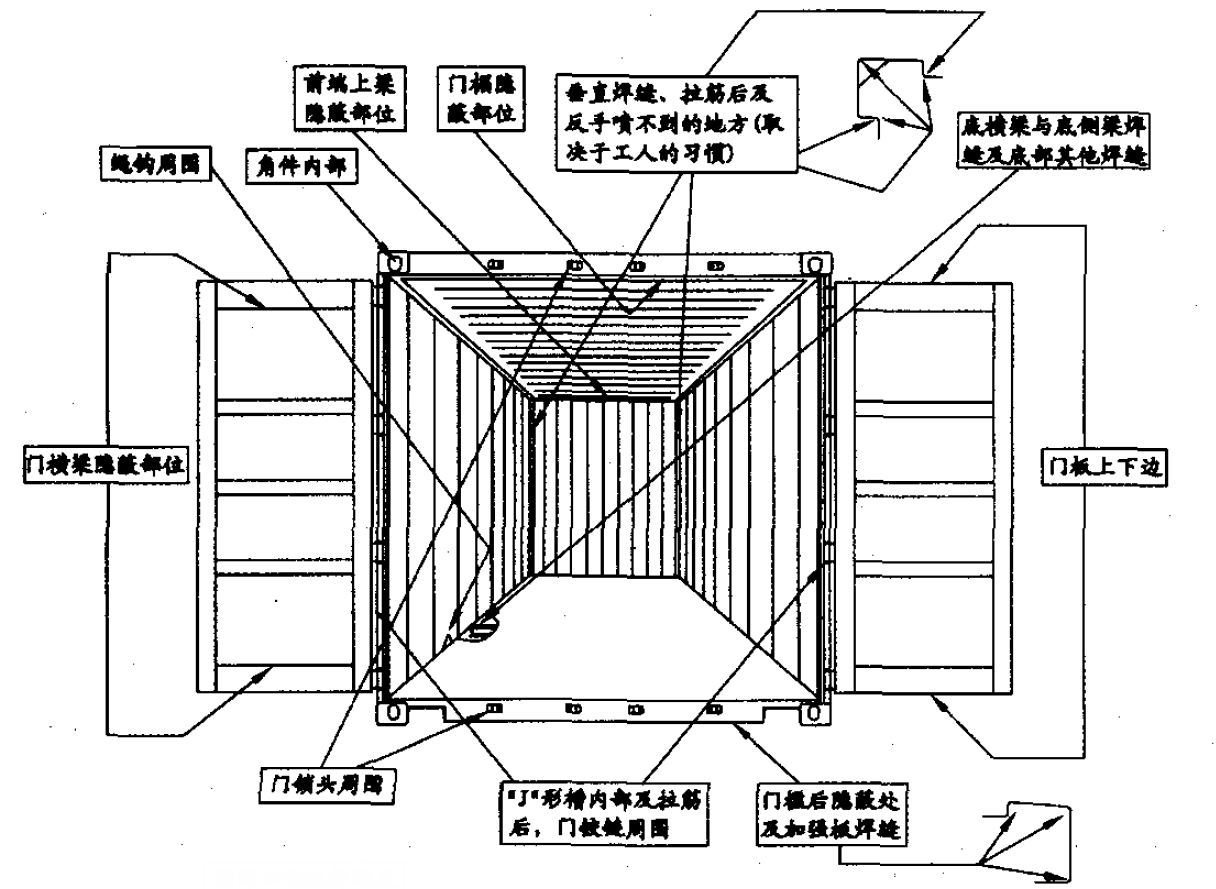
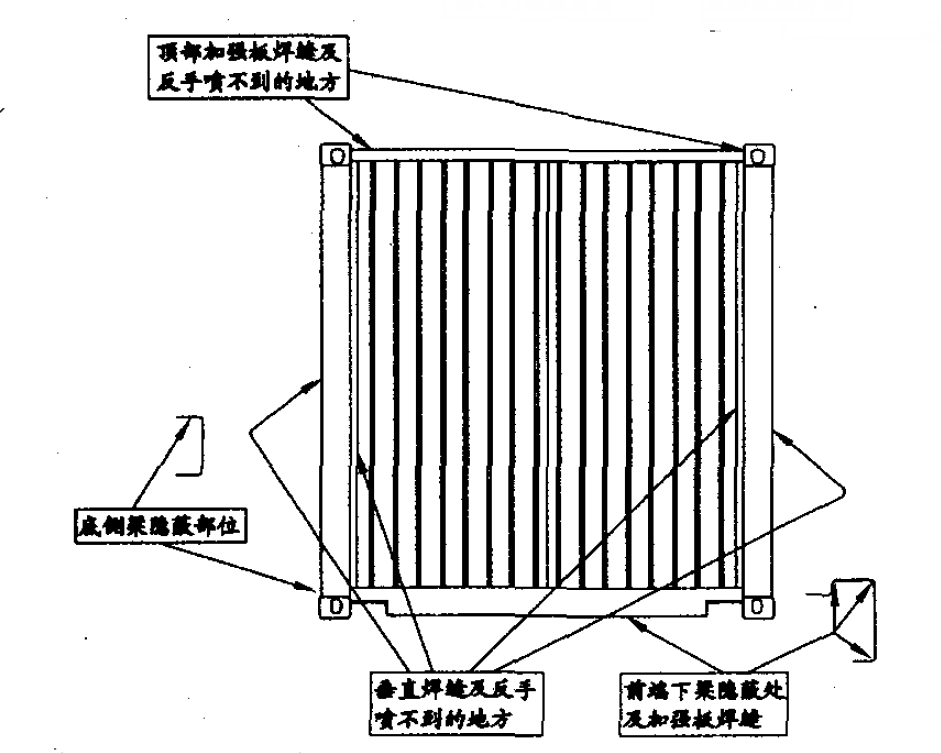
预涂方法主要是刷涂或局部空气喷涂,进行预涂时应注意:
a.预涂之前应对油污、焊接飞溅、焊烟等缺陷进行清理,经修补后的焊接缺陷应彻底打磨,达到合格标准。
b.用压缩空气清除灰尘和其他残留物,压缩空气应避免水分、油污及其他污染。
c.进行刷涂时,油漆的粘度应稍高,以防止流挂,影响油漆外观。
2.底漆喷涂
a.由于焊接对焊缝周围底漆的烧损,二次喷砂对局部漆膜的破坏,在底漆喷涂时应注意保证这些局部的漆膜厚度。
b.喷枪应保持对被喷面的正确角度,保持200~400mm的距离,移动时应保持直线平移。
c.油漆稀释比例、喷嘴大小、喷嘴压力及喷涂速度应适当调整以利于油漆施工并达到相应的湿膜厚度要求。
d.压缩空气应避免水分、油污及其他污染。
e.检查湿膜厚度是否合乎要求,是否有漏喷、露底、针孔、流挂等缺陷,保证喷涂质量。
3.底漆流平
在漆房温度自然干燥下流平,让溶剂自然挥发,应注意保证流平时间以利于下道油漆施工,底漆表干后即可进行下道的油漆施工。
4.中间漆和内面漆喷涂
a.对喷漆方法难以达到的隐蔽部位(如前所述)进行刷涂至规范厚度。
b.喷枪施工注意事项同底漆中的b.c.d.e。
c.根据涂料品种并注意合理调配,内面集装箱用涂料的研究及涂装工艺漆和中间漆可以在同一工位喷涂,但要先喷涂中间漆后喷涂内面漆,并减少内面漆表面漆雾污染。
5.中间漆和内面漆的流平
在自然温度下流平,让溶剂自然挥发,应注意保证流平时间以利于下道油漆施工。北方工厂在冬季施工时要求30~50℃烘干。
6.外面漆喷涂
a.对喷漆方法难以达到的隐蔽部位(如前所述)进行刷涂或有气喷涂至规范厚度。
b.喷枪施工注意事项同底漆中的b.c.d.e。
c.注意油漆外观,内外漆不可相互污染,注意喷涂顺序和凹凸面的喷涂以保证漆膜均匀。
7.面漆流平与在线修补
a.在漆房温度下流平,让溶剂自然挥发,为防止烘干过程中的油漆缺陷应保证流平时间。
b.对内外面漆膜较薄或被污染的部位等分别用内外漆进行补涂以达到涂装要求,可采用空气喷涂、刷涂或辊涂的方法,但要注意调整好油漆的粘度。
8.烘干
a.烘干温度为60~80℃,根据不同油漆的性能进行适当调整。
b.烘干时间大约10—15分钟。
c.避免较高温度或快速升温,以防止出现针孔等缺陷。
9.喷涂底架漆
a.首先检查底漆是否存在缺陷,如果存在缺陷或干膜厚度不够,必须进行修补或重喷底漆。
b.必要时应进行预涂。
c.调节喷涂速度及喷嘴压力,达到规范膜厚。
d.喷涂时,沥青漆不应喷涂到箱外及箱内,以免造成污染。
10.完工检查
仔细检查箱内、箱外油漆缺陷,发现缺陷应按规范要求进行修补。
上一条:
钢制烟囱用什么油漆涂装?
下一条:
风电塔筒防腐涂料
![]()
![]()





 EZ28(W)水性环氧云铁中间漆
EZ28(W)水性环氧云铁中间漆 EM400(W)水性环氧面漆
EM400(W)水性环氧面漆 津公网安备 12011402000369号
津公网安备 12011402000369号